Kenosha Reuse Discussion Board > ZION, IL
> Commercial
> Electrical
> Used
> Plus Warranty
> Fanuc 6 axis robotic arc mate cnc welder 100I
Fanuc 6 axis robotic arc mate cnc welder 100I
The robot is the mechanical unit that along with the end-of-arm tooling (E.O.A.T.) or torch, actually performs the task to be completed.
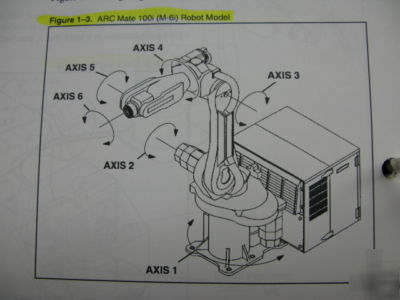
Fanuc Robotics provides the ARC Mate Series or S-500 robots which are suited for all arc welding applications.
The R-J2 controller contains the computer that operates the robot. It houses the ArcTool application software,
controls the teach pendant and operator devices, and provides the necessary connections to other external devices.
* Operator panel (B-Size controller)
* Operator box (i-size controller)
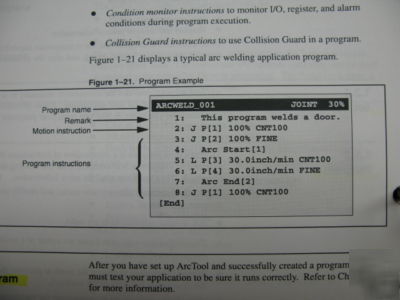
ArcTool is a software product that runs on the R-J2 controller. It is customized for the arc welding application. It uses a teach pendant interface
that provides the necessary commands and menus for you to complete your task. The ArcTool software contains all the commands and
tools that allow you to communicate with the robot and external devices.
The ArcTool software also controls all robot motion of standard axes and extended axes as well as the input/output (I/O) that is used between
the controller and other devices. These other devices can include cell controllers, external file storage devices, and vision sensors.
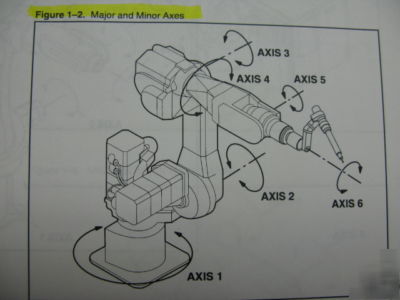
A robot is a series of mechanical links driven by servomotors. The area at each junction between the links is a
joint, or axis. The first three axes make up the major axes. A robot is classified by the number of linear
The major and minor axes move the tooling at the end of the robot arm. The movements are twisting, up-and-down,
The ARC Mate robot is fully articulated with three rotational major axes and three rotational minor axes. The end-of-arms
tooling for most arc welding applications is a torch that is attached to the end of the robot arm.
ArcTool extended axes can include:
The welding torch is attached to the end of the robot arm and performs the work of welding. The ArcTool software controls the
torch and the weld equipment so you will achieve the proper weld.
A safety clutch or breakaway is usually used with the torch. If a collision occurs, the safety clutch causes a hand broken fault to
be sent to the controller. The hand broken fault emergency stops the robot and stops the torch from being damaged.
Different kinds of welding requires different torches. The ArcTool system is capable of
* Gas Metal Arc Welding (GMAW)
* Flux-Cored Arc Welding (FCAW)
* Gas Tungsten Arc Welding (GTAW)
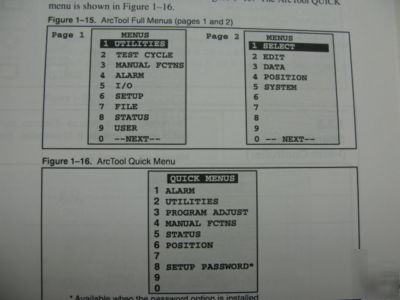
The teach pendant screen displays the ArcTool software menus. All functions can be performed by making selections from the ArcTool full menus.
You can alternate between display of the quick and full menus using the QUICK/FULL menus selection on the FCTN menu. The FCTN menu is
displayed by pressing the FCTN key. The full menus are a partial list of specific menus.
The DEADMAN switch is used as an enabling device. When the teach pendant is enabled, this switch allows robot motion only while the DEADMAN
switch is gripped. If you release this switch, the robot stops immediately.
The R-J2 controller is attached to the robot and contains the power supply, operator controls, control circuitry, and memory that direct the operation and
motion of the robot and communication with external devices. You control the robot using a teach pendant or an operator panel. Some systems contain
and optional cathode ray tube/keyboard (CRT/KB) or an optional user operator panel (UOP) that provides a remote user interface to the controller.
The controller has the capability of communicating with a variety of devices. Its I/O system provides an interface between the system software through I/O
signals and serial communication ports to external devices. Remote I/O interfaces allow the controller to send signals to a remote device over a single cable.
Consult your FANUC Robotics representative for more information.
Controller memory stores, the ArcTool software in addition to my user-defined programs and data.
Your system might be equipped with a user operator panel (UOP). A UOP is a customized operator panel that is wired to the controller. It can be a custom
control panel, a cell controller, or a host computer. Your company should provide the information necessary to operate this panel.
The R-J2 robot system uses the motion system to control robot motion. The motion system regulates the characteristics of robot movement including path
trajectory, acceleration/deceleration, termination and speed of the robot.
In robotic applications, single segment motion is the movement of the tool center point (TCP) from an initial position to a desired destination position. The
TCP is the point on the torch at which the welding is to be done.
There are three different types of motion: linear, circular, and joint. You use these motion types to perform certain tasks. For example, you use linear motion
if the robot must move in a straight line between two positions. You use circular motion when the positions must be along the arc of a circle. Joint motion is
generally the motion type used at each position when it is not important how the robot moves from position to position.
Termination type can be specified as fine and continuous. Speed can be specified in either length (mm/sec, cm/min, inch/min), degrees of angle units, or length
be set up to perform task that are executed simultaneously with those of the robot.